
CNC मशीन मे G71 CYCLE USE करके PROGRAMME केसे बनाये.

CNC मशीन मे कोई भी PROGRAMME बनाने के लिये पहले DRAWING को पढ़ना पडता हे.
DRAWING को पढ़ने के बाद Drawing का Dimension Search करना होता हे.ऐ करने के बाद
Most Importent मे Tool सिलेक्शन And Insert सिलेक्शन करना पडता हे.ऐ हो जाने के
बाद हमको material के हिसाब से Jaw का सिलेक्शन करना होता हे.अब job का Measuring
के लिये अपने पास Instrument रखना होता हे कुय्की Job के ऑपरेशन टाइम मे हम को बार
बार Instrument की जरुरत होती हे.अब ऐ सब हो जाने के बाद main point मे मशीन मे
programme को Install करना होता हे ऐ सब हो जाने के बाद फाइनल मे हमको Job बनाने
के लिये उसकी size के हिसाब से Row Material सिलेक्शन करना होता पडता हे.अब आप ऐ
सब हो जाने के बाद Job का Operation करना Start कर सकते हो.
RPM SEARCH FORMULA:-
RPM : Cutting Speed × 1000
∏ × D ( Big Diameter )
EXAMPLE:-
JOB CLAMPING METHOD

Final Job Length : 22.00 mm
Rough Tool Facing Material : 0.8 mm
FinishTool Facing Material : 0.2 mm
Tool & Jaw Distance : 5.0 mm
Final Job Clamping Length : 28.0 mm
Planning
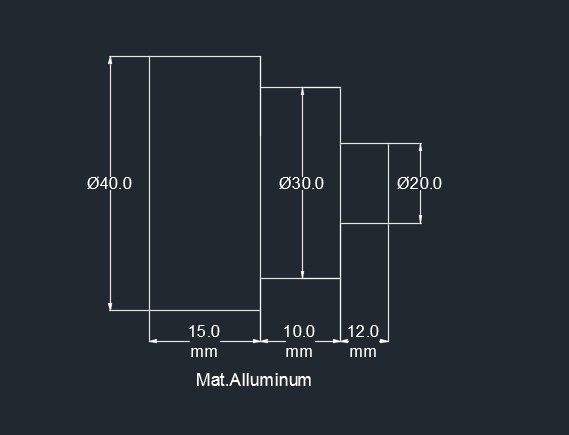
Raw Material Size Selection
Ø42.0 × 39.0 mm Long Solid
Material
CS & DOC ( Cutting Speed & Depth Of Cut )
Ext.Turning Feed : 280 mm/min
Depth Of Cut : 1.5 mm
Tool & Insert Selection
Ext.Rough Tool ( PCLNL )( CNMG )
Ext.Finish Tool ( PDJNL )( DNMG )
Sequence Operation
N1 : Ext. R.T ( T0202 )
N2 : Ext. F.T ( T0404 )
O0001;
N1 G00 G30 U0.0 W0.0 T0;
T0202; ( Ext.R.T )
G00 X44.0 Z5.0 M08;
G50S2230;
G96S280 M03;
G00 Z0.0;
G01 X-2.0 F0.15;
G00 X44.0 Z5.0;
G71 U1.5 R1.0;
G71 P10Q20 U0.5 W0.02 F0.15;
N10 G0.0 X20.0;
G01 Z0.0;
G01 Z-12.0;
G01 X30.0;
G01 Z-22.0;
N20 G01 X40.0;
G00 X44.0 Z5.0;
M05;
M09;
N2 G00 G30 U0.0 W0.0;
T0404; ( Ext.F.T )
G00 X22.0 Z5.0 M08;
G50S2230;
G96S280 M03;
G00 Z0.0;
G01 X-2.0 F0.08;
G00 X20.0 Z5.0;
G01 Z0.0;
G01 Z-12.0;
G01 X30.0;
G01 Z-22.0;
G01 X40.0;
G00 X44.0 Z5.0;
M05;
M09;
G00 G30 U0.0 W0.0;
M30;
EXAMPLE
Planning
Raw Material Size Selection
Ø40.0 × 28.0 mm Long Solid
Material
CS & DOC
Ext.Turning : 230(cs)
Depth Of Cut : 1.5 mm
Tool & Insert Selection
Ext.R.T (PCLNL)(CNMG)
EXT.F.T (PDJNL)(DNMG)
Sequence Operation
N1 Ext.R.T (T0606)
N2 Ext.F.T (T0808)

O0002;
N1 G00 G30 U0.0 W0.0 T0;
T0606;( Ext.R.T )
G00 X42.0 Z5.0 M08;
G50S1927;
G96S230 M03;
G00 Z0.0;
G01 X-2.0 F0.12;
G00 X42.0 Z5.0;
G71 U1.5 R1.0;
G71 P10Q20 U0.5 W0.02 F0.12;
N10 G00 X17.0;
G01 Z0.0;
G01 X20.0 Z-1.5;
G01 Z-9.0;
G01 X24.0 Z-11.0;
G02 X34.0 Z-16.0 R5.0;
N20 G01 X38.0;
G00 X42.0 Z5.0;
M05;
M09;
N2 G00 G30 U0.0 W0.0;
T0808;( Ext.F.T )
G00 X22.0 Z5.0 M08;
G50S1927;
G96S230 M03;
G00 Z0.0;
G01 X-2.0 F0.06;
G00 X17.0 Z5.0;
G01 Z0.0;
G01 X20.0 Z-1.5;
G01 Z-9.0;
G01 X24.0 Z-11.0;
G02 X34.0 Z-16.0 R5.0;
G01 X38.0;
G00 X42.0 Z5.0;
M05;
M09;
G00 G30 U0.0 W0.0;
M30;
CNC मशीन मे G71 CYCLE USE करके TWO SIDE PROGRAMME केसे बनाये.
CNC मशीन मे दो साइड का ऑपरेशन करना हो तो Part को दो बार मशीन मे बनाना पडता
हे जेसे की Left Side का आधा ओर Right Side का आधा ऐसे करके पूरा job बनाना पडता
हे.
EXAMPLE:-
Planing
Raw Material Size Selection
Ø41.0 × 41.5 mm Long Solid
Material
CS & DOC (Depth Of Cut)
Ext.Turning : 200 cs
Doc : 1.0 mm
Too Selection
Ext.R.T (PCLNL)(CNMG)
Ext.F.T (PDJNL)(DNMG)
Sequence Operation
1St Side (Left Side)
N1 Ext.R.T (T0202)
N2 Ext.F.T (T0404)
2nd Side (Right Side)
N1 Ext.R.T (T0202)
N2 Ext F.T (T0404)

O0001;(1st Left Side)
N1 G00 G30 U0.0 W0.0 T0;
T0202;(Ext.R.T)
G00 X43.0 Z5.0 M08;
G50S1633;
G96S200 M03;
G00 Z0.0;
G01 X-2.0 F0.1;
G00 X43.0 Z5.0;
G71 U1.0 R1.0;
G71 P10Q20 U0.5 W0.02 F0.1;
N10 G00 X24.0;
G01 Z0.0;
G01 X28.0 Z-2.0;
G01 Z-9.0;
G01 X31.0;
G01 X38.0 Z-12.5;
G01 X39.0;
N20 G01 Z-25.5;(1 mm Extra Turning)
G00 X43.0 Z5.0;
M05;
M09;
N2 G00 G30 U0.0 W0.0;
T0404;(Ext.F.T)
G00 X30.0 Z5.0 M08;
G50S1633;
G96S200 M03;
G00 Z0.0;
G01 X-2.0 F0.06;
G00 X24.0 Z5.0;
G01 Z0.0;
G01 X28.0 Z-2.0;
G01 Z-9.0;
G01 X31.0;
G01 X38.0 Z-12.5;
G01 X39.0;
G01 Z-25.5;(1 mm Extra Turning)
G00 X43.0 Z5.0;
M05;
M09;
G00 G30 U0.0 W0.0;
M03;
O0002;(2nd Right Side)
N1 G00 G30 U0.0 W0.0 T0.0;
T0202;(Ext.R.T)
G00 X43.0 Z5.0 M08;
G50S1633;
G96S200 M03;
G00 Z0.0;
G01 X-2.0 F0.1;
G00 X43.0 Z5.0;
G71 U1.0 R1.0;
G71 P10Q20 U0.5 W0.02 F0.1;
N10 G00 X18.0;
G01 Z0.0;
G01 X20.0 Z1.0;
G01 Z-7.0;
G03 X29.0 Z-11.5 R4.5;
G02 X36.0 Z-15.0 R3.5;
N20 G01 X39.0;
G00 X43.0 Z5.0;
M05;
M09;
N2 G00 G30 U0.0 W0.0;
T0404;(Ext.F.T)
G00 X22.0 Z5.0 M08;
G50S1633;
G96S200 M03;
G00 Z0.0;
G01 X-2.0 F0.06;
G00 X18.0 Z5.0;
G01 Z0.0;
G01 X20.0 Z-1.0;
G01 Z-7.0;
G03 X29.0 Z-11.5 R4.5;
G02 X36.0 Z-15.0 R3.5;
G01 X29.0;
G00 X43.0 Z5.0;
M05;
M09;
G00 G30 U0.0 W0.0;
M30;
EXAMPLE:-
Planning
Raw Material Size Selection
Ø38.0 mm × 37.5 mm Long Solid
Material
CS & DOC (Depth Of Cut)
Ext.Turning : 280 CS
Doc (Depth Of Cut) : 2.0 mm
Tool & Insert Selection
Ext.R.T (PCLNL) (CNMG)
Ext.F.T (PDJNL) (DNMG)
Sequence Operation
1st Side (Left Side)
N1 Ext.R.T (T0101)
N2 Ext.F.T (T0303)
2nd Side (Right Side)
N1 Ext.R.T (T0101)
N2 Ext.F.T (T0303)

O0003;(1st Left Side)
N1 G00 G30 U0.0 T0;
T0101;(Ext.R.T)
G00 X40.0 Z5.0;
G50S2476;
G96S280 M03;
G00 Z0.0;
G01 X-2.0 F0.15;
G00 X40.0 Z5.0;
G71 U2.0 R1.0;
G71 P10Q20 U0.5 W0.02 F0.15;
N10 G00 X22.0;
G01 Z0.0;
G01 X25.0 Z-1.5;
G02 X32.0 Z-5.5 R4.0;
G01 X36.0;
N20 G01 Z-21.5;(1mm Extra)
G00 X40.0 Z5.0;
M05;
N2 G00 G30 U0.0 W0.0;
T0303;(Ext.F.T)
G00 X38.0 Z5.0;
G50S2476;
G96S280 M03;
G00 Z0.0;
G01 X-2.0 F0.06;
G00 X22.0 Z5.0;
G01 Z0.0;
G01 X25.0 Z-1.5;
G02 X33.0 Z-5.5 R4.0;
G01 X36.0;
G01 Z-21.5;(1 mm Extra Turning )
G00 X40.0 Z5.0;
M05;
G00 G30 U0.0 W0.0;
M30;
O0004;(2nd Right Side)
N1 G00 G30 U0.0 W0.0 T0;
T0101;(Ext.R.T)
G00 X40.0 Z5.0;
G50S2476;
G96S280 M03;
G00 Z0.0;
G01 X-2.0 F0.15;
G00 X40.0 Z5.0;
G71 U2.0 R1.0;
G71 P10Q20 U0.5 W0.02 F0.15;
N10 G00 X25.0;
G01 Z0.0;
G01 X28.0 Z-1.5;
G01 Z-12.5;
G03 X33.0 Z-15.0 R2.5;
N20 G01 X36.0;
G00 X40.0 Z5.0;
M05;
N2 G00 G30 U0.0 W0.0;
T0303;(Ext.F.T)
G00 X30.0 Z5.0;
G50S2476;
G96S280 M03;
G00 Z0.0;
G01 X-2.0 F0.06;
G00 X25.0 Z5.0;
G01 Z0.0;
G01 X28.0 Z-1.5;
G01 Z-12.5;
G03 X33.0 Z-15.0 R2.5;
G01 X36.0;
G00 X40.0 Z5.0;
M05;
G00 G30 U0.0 W0.0;
M30;
इसी तरह हम किसी भी Job का Programme बनाके Turning कर के Job बना सकते हे.
नोटिस : किसी भी Brass के Material मे Coolant Use नहीं करना हे. ऐसा करने से
Job Black हो जाता हे.

No comments:
Post a Comment